48: Innleggingsnøyaktighet i sagmaskiner
Forfatter: Audun Øvrum
Rapport 48, 2001
40 s.
200,- (Gratis for medlemmer)
Last ned
Sammendrag
Målet for denne undersøkelsen var å se på kvaliteten på innleggingen i sagmaskinene i forhold til tømmerstokkens geometri. Syv sagbruk var med i undersøkelsen, og måIingene er foretatt på 151 stokker.
Det ble avdekket stor variasjon mellom sagbruk i evnen til å sentrere stokken i kantsaga. Det har ikke vært mulig å stadfeste statistisk sikker forskjell mellom saglinjer. Gjennomsnittsverdier for skjevinnlegget viser at forskjellen mellom saglinjer kan være opptil 50 %. I gjennomsnitt legges stokken 5,3 millimeter skjevt inn i kantsaga ut fra målingene i denne undersøkelsen.
I delingssaga vil kroken på stokken gjøre seg gjeldende. For å få et maksimalt utbytte fra stokken må en da enten ha utstyr som kan skjære stokken etter kroken, eller stokken må legges bevisst skjevt inn i saga. Ofte kombineres disse teknikkene, og det viste seg at evnen til å krokskjære ved de fleste brukene var stor. I delingssaga er skjevinnlegget større enn i kantsaga og ligger i gjennomsnitt på 6,2 millimeter.
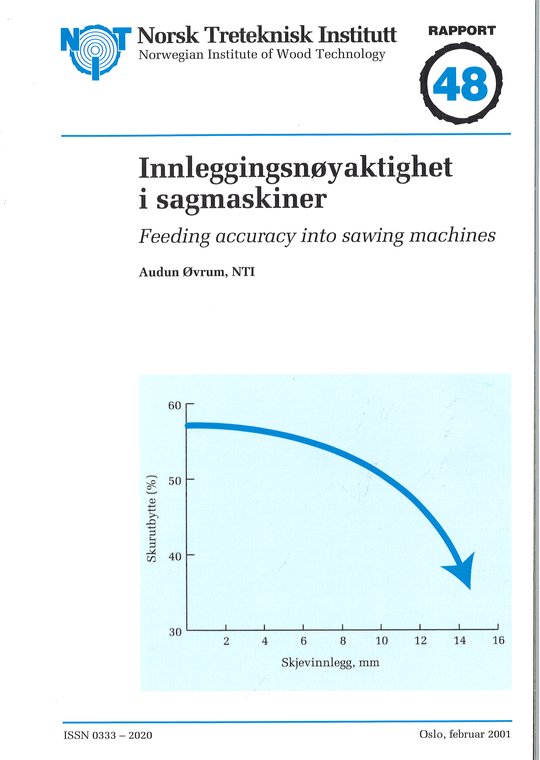
Følgene av disse skjevinnleggene vil være at en ikke får ut det optimale geometriske utbyttet fra stokken. Diameterøkningen på grunn av skjevinnleggingen er i denne undersøkelsen beregnet til 16 millimeter. En halvering av innleggingsfeilen bør være oppnåelig, og da vil diameterklassene for de forskjellig postningene kunne reduseres med 8 millimeter. Denne økningen i diameter vil føre til at sentrumsutbyttet reduseres. Uten skjevinnlegging ville sentrumsutbyttet kunne økes med 5,6 % viser målingene gjort i denne undersøkelsen.
Summary
The task of this survey was to measurethe feeding accuracy into the sawing machines in relation to the geometry of the log. Seven r"*-illr took part iñ this survey and the testing was done on 151 logs.
The mills' ability to position the log in the canter varied greatly. Statistically there are no significant differences between mills, but the mean values show that the differences can be as high as 50 %. The bias from perfect feeding in the canter is on average 5,3 millimetres in this survey.
The sweep of the log has to be taken into consideration in the resaw. For a maximum yield you have to follow the sweep of the log, or the log has to be deliberately positioned away from its centre. These techniques are often combined, and this survey shows that the ability to pithsaw is large in most of the mills. The failure in positioning the ìog in the resaw is significantly larger than in the canter, and is on average 6,2 millimetres.
The consequence of the positioning failure is that you do not get the yield optimum from the log. The increased diameter due to this inaccuracy in feeding is estimated to 1,6 centimetres for the whole sample. A reduction in the feeding failure of 50 % should be attainable, which means that the size for each diameter class can be reduced by 0,8 centimetres.
This increase in diameter results in a reduction in the main yietd. With perfect feeding of the log the main yield can be increased by 5,6 % according to this survey.